   |
|
圣大管业科技股份有限公司
生产、销售;建筑工程管材、管件;销售建材,生产销售,安装,喷灌机械设备,给、排水管道的设计、安装;经营国家允许范围内的货物进出口业务(依法需经批准的项目,经相关部门批准后方可开展...


|
|
|
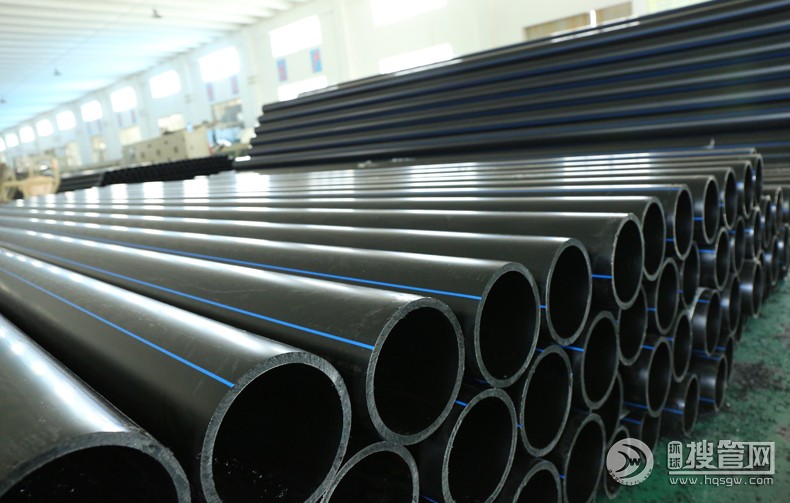
圣大高密度聚乙烯HDPE给水管
产品以质量为先导。优质的原材料及生产设备是生产优质产品的保障,本公司采用的原材料均采用正宗全进口的北欧化工地源热泵管专用PE原料。从根本上保证管材质量
圣大杜绝用劣质原料、废料、回收料等来做PE管道。
圣大高密度聚乙烯HDPE均采用先进的生产设备---德国巴顿菲尔辛辛那提高速生产线,其独特的模头设计,先进的挤出系统,保证了原料充分塑化;产品稳定性更高;安定性更强。

管道连接
管材、管件以及管道附近的连接应采用热熔连接(热熔对比、热熔承插连接、热熔鞍形连接)或电熔连接、钢塑过渡连接。公称外径大于或等于63mm的管道不得采用手工热熔承插连接,聚乙烯管材、管件不得采用螺纹连接和粘接。
主要连接方式
热熔连接
施工要点:
材料准备→将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
夹紧→根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
切削→切削所焊管材、管件端面无杂质和氧化层,保证两对接端面平整、光洁、无杂质。
对中→两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
加热→对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
切换→将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
熔融对接→是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
冷却→保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
对接完成→冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
钢塑法兰连接
HDPE管道和钢管及阀门连接时宜采用钢塑法兰连接,HDPE管端与相应塑料支撑环之间可采用热熔对接方式进行连接,钢管端与金属法兰的连接,应符合相应钢管焊接的规定,然后采用法兰片即可完成HDPE管道与钢管的连接。法兰连接也适用于HDPE管与HDPE管之间的相互连接。一般而言,HDPE支撑环与HDPE支撑环之间不需要密封圈,但在大尺寸、高压力工作条件下仍需要添加密封圈。当HDPE支撑环与其它材质(钢管、镀锌铁管等)的管道进行法兰连接时,必须使用密封圈。

电熔连接
1.电熔焊机的类型应符合电熔管件的要求。
2.电熔连接前,应对管件进行外观检查,管件内不应有断丝或烧丝不均现象。
3.电熔连接应符合以下规定:
1)电熔连接管材的连接端应切割平整,连接端面与管材轴线垂直,管材和管件连接面上的污物应予以清理。
2)管材的连接端应按照插入长度进行标记,对管材连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。
3)管材插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。
4)电熔连接的焊接参数应符合管材,管件生产厂家的要求。
5)达到规定的自然冷却时间前,不应移走夹具,不应对接头处施压任何外力。
6)电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。
A、不应有熔融材料从管件内流出;
B、焊接完成后,观察孔达到生产厂家提出的要求;
C、电熔管件中的电阻丝不应裸露。