   |
|
圣大管业科技股份有限公司
生产、销售;建筑工程管材、管件;销售建材,生产销售,安装,喷灌机械设备,给、排水管道的设计、安装;经营国家允许范围内的货物进出口业务(依法需经批准的项目,经相关部门批准后方可开展...


|
|
|
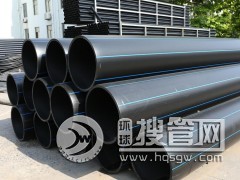
HDPE产品性能
随着国际上近年来对聚乙烯管材专用料及生产技术的不断研究和改进,聚乙烯管道比其它管道具有以下优势:
1)黑色PE管道耐紫外线,耐老化,可露天长期存放及使用,使用寿命长达50年以上;
2)内壁光滑,且不随使用时间变化,摩擦阻力小,节省能源,压力损失比钢管约小30%,可选用比钢管小的口径,且卫生性能好,原料只含碳和氢,无添加剂,没有污染饮用水的可能性,ISO标准定级聚乙烯材料为O级(最低级)不生霉材料,与其他一些常用塑料材料相比,聚乙烯的耐霉菌性能要高得多,耐腐蚀,长期使用亦不积垢;
3)聚乙烯管道可焊接,接头与管道成为一体,无接头渗漏的可能,利于节水,减少运行费用及检查维护费用,管道可以制造成任意长度,可柔性布置,节省管件;
4)PE管道安装可地面焊接后再敷设,不需工作坑,大幅度减少开挖沟槽土石方费用及安装人工费。
5)脆性温度低(-70℃),PE具有强耐高寒能力,冬季仍可以施工,抗冲击能力强,压力波速小,所以产生的水锤压力低;
6)PE管道柔韧性好,断裂伸长率大于600%,可随地势敷设,抗不均匀沉降能力强,材质延伸率大,能吸收介质冲击、适应地基下沉、地震、冰冻和路面重车行驶(据报道,1995年日本神户地震中,聚乙烯供气管和供水管是唯一没有被破坏的管道);
7)由于重量轻,密度仅为钢管的八分之一,柔性好,根据国外经验,直径达600mm的HDPE管都可以做成长盘管,可大大减少连接的工作量,成本低,投资省,与金属管相比可减少工程投资,可盘劵的小口径管材,更可进一步降低工程造价。
管道连接
管材、管件以及管道附近的连接应采用热熔连接(热熔对比、热熔承插连接、热熔鞍形连接)或电熔连接、钢塑过渡连接。公称外径大于或等于63mm的管道不得采用手工热熔承插连接,聚乙烯管材、管件不得采用螺纹连接和粘接。
主要连接方式
热熔连接
施工要点:
材料准备→将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
夹紧→根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
切削→切削所焊管材、管件端面无杂质和氧化层,保证两对接端面平整、光洁、无杂质。
对中→两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
加热→对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
切换→将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
熔融对接→是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
冷却→保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
对接完成→冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
钢塑法兰连接
HDPE管道和钢管及阀门连接时宜采用钢塑法兰连接,HDPE管端与相应塑料支撑环之间可采用热熔对接方式进行连接,钢管端与金属法兰的连接,应符合相应钢管焊接的规定,然后采用法兰片即可完成HDPE管道与钢管的连接。法兰连接也适用于HDPE管与HDPE管之间的相互连接。一般而言,HDPE支撑环与HDPE支撑环之间不需要密封圈,但在大尺寸、高压力工作条件下仍需要添加密封圈。当HDPE支撑环与其它材质(钢管、镀锌铁管等)的管道进行法兰连接时,必须使用密封圈。
规格参数:

施工案例:


